




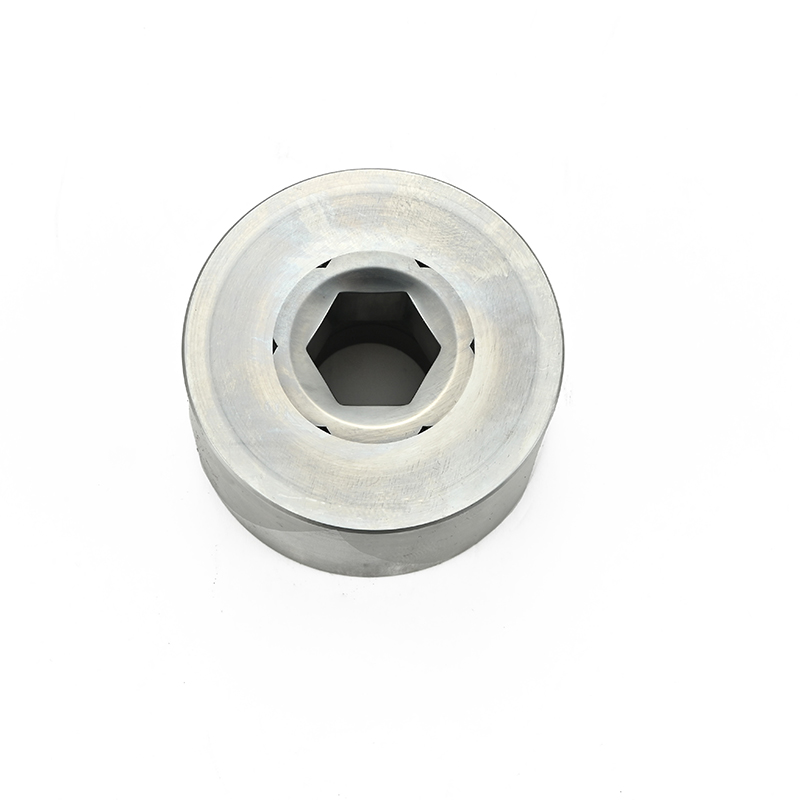


Hex izgrađena jezgra matrice
| Artikal | Parametar |
| Mjesto podrijetla | Guangdong, Kina |
| Naziv robne marke | Nisun |
| Materijal | VA80,VA90, KG6, KG5, ST7, ST6, KARBID |
| Tehnologija | CAD, CAM, WEDM, CNC, vakuumska toplinska obrada, 2.5-dimenzionalno ispitivanje (projektor), tester tvrdoće itd.(HRC/HV) |
| Vrijeme isporuke | 7-15 dana |
| OEM&ODM | 1KOM Prihvatljivo |
| Veličina | Prilagođena veličina |
| Pakiranje | PP + mala kutija i karton |
Karbidna matrica:
1. Ravna rupa matrice
2. Extrusion dies
3. Segmentirane šesterokutne matrice
4. Rezač i nož
5. Prilagođene matrice
Segmentirane matrice mogu se isporučiti kao umetci ili potpuni sklopovi matrica od volframovog karbida ili posebnih čelika.Prednosti izmjenjivih segmentiranih oštrica za produljenje vijeka trajanja alata široko su prepoznate.Svi alati su certificirani prije slanja kupcima.
Kao učinkovita i brzorastuća tvrtka, Nisun je aktivno predan pružanju ekskluzivnih šesterokutnih segmentiranih kalupa.Isporučeni proizvodi su nadaleko cijenjeni u cijelom svijetu zbog naše najbolje kvalitete i jednostavne instalacije.Ove kalupe proizvode inovativni profesionalci i napredna tehnologija, a koriste se za proizvodnju različitih vrsta zatvarača u različitim industrijama.Osim toga, možemo ponuditi i proizvode različitih veličina prema potrebama kupaca.
1. Odaberite materijal i veličinu volframovog čelika kako bi vijci ili matice bili ispravni.
2. Prema razlici u poteškoći oblikovanja, veličini, duljini vijaka i matica, struktura kalupa treba biti dizajnirana razumno, kalup za više stanica i matica treba dodijeliti na razumnoj osnovi uznemirujuće deformacije i vremena oblikovanja.
3. Kalup ima finu izradu, točnu veličinu, promjer provrta koji odgovara zahtjevima za završnu obradu ogledala.
4. Margina raspodjele napona interferencije, odaberite odgovarajuću veličinu konusa od legure.
5. Čelični rukavac mora biti čvrst i dobro zagrijan, a raspon tvrdoće nakon vakuumske toplinske obrade trebao bi biti između 45 ℃-48 ℃.
6. Držite provrt matrice i površinu žice čistima i glatkima, hladno vučena žica mora biti čvrsto prikovana nakon žarenja kugle.
7. Koristimo dijamantni kotač za mljevenje ciklusa i kraja volframa.





